

Why a side-by-side view matters
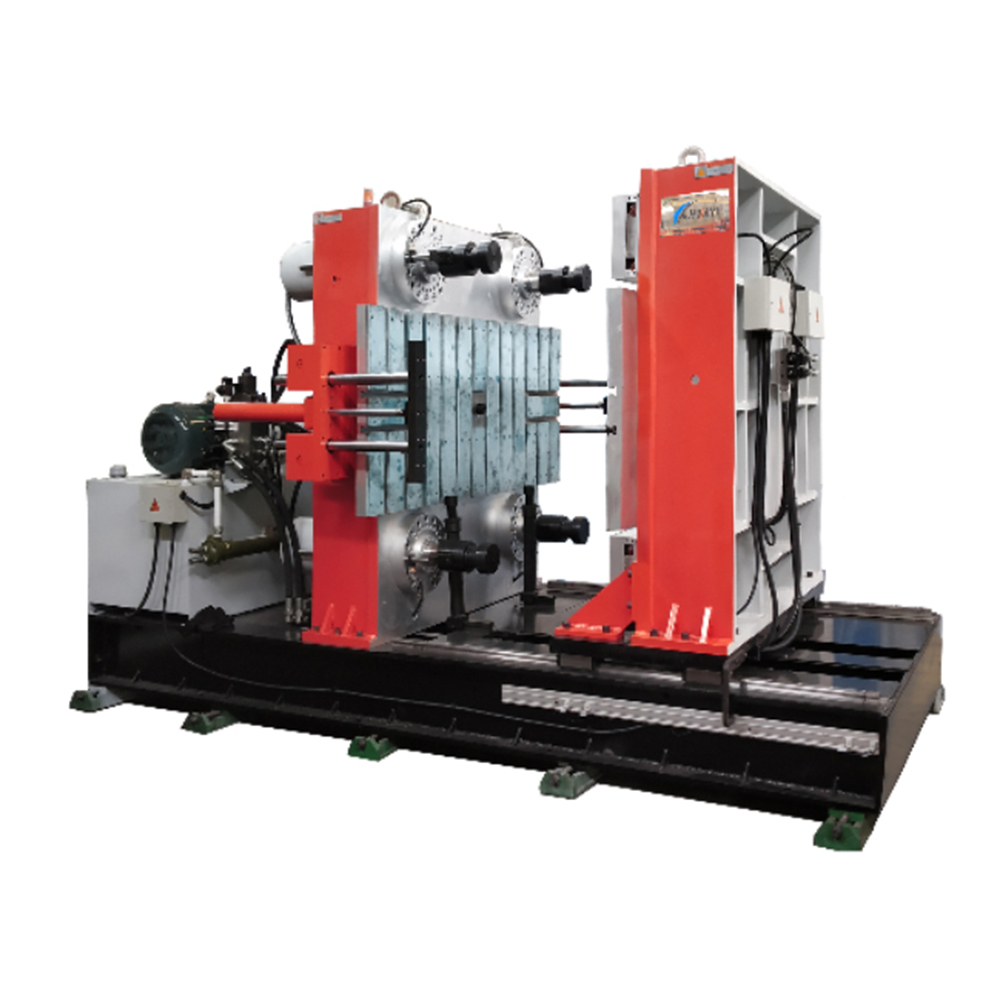
The debate between prioritising compound feed consistency and prioritising in-mould dynamics has shifted into a measurable contest: cure profile versus injection behaviour. In production lines—from seal manufacturing to automotive component shops—differences in cure curve control and pressure stability determine scrap rates and downstream fitting. Practical facilities that adopt a horizontal rubber injection molding machine often find the comparison is not theoretical but operational: clamping force and mould temperature setpoints directly change throughput and defect types.
Two philosophies, one outcome
On one side are teams who start with compound sourcing, fine-tuning raw material viscosity and pre-mix ratios to reduce variability. On the other side are engineers who tune the machine: shot size, injection pressure, and cure schedule to match the material. The difference shows up as either consistent part dimensions but occasional surface blemishes, or near-perfect cosmetic finish with intermittent dimensional drift. Both philosophies use the same metrics—cure curve and pressure curve—but weight them differently. The result matters on the floor; think of the automotive assembly lines in Detroit that demand repeatable seals and gaskets across millions of parts yearly, where even small variance is costly.
How continuous monitoring changes the game
Comparative insight comes from data. Continuous logging of temperature vs. time and pressure vs. time on a C-frame machine makes transient faults visible—cold runs, slow injection ramps, or early gelation. When cure curve anomalies are correlated with pressure spikes, teams can isolate whether a mold cooling channel is starving or if the compound batch carries higher scorch sensitivity. This is where sensors and basic SPC (statistical process control) win: trace-level visibility reduces guesswork and shortens troubleshooting cycles.
Common mistakes teams make—learned the hard way
Teams often over-adjust one variable and blame another. Typical missteps include:
– Chasing smaller cycle times by increasing injection velocity, then encountering flash due to insufficient clamping force. – Holding mould temperature steady while ignoring feedstock variability that changes cure kinetics. – Assuming pressure alarms indicate pump failure when the root cause is poor venting.
These errors reflect a mismatch in focus. A balanced approach treats cure kinetics (gel time, exotherm peak) and mechanical variables (clamping force, screw back pressure) as coupled, not independent.
When a C-frame plus horizontal layout wins
The horizontal design simplifies ejector access and offers stable platen alignment—advantages for tooling that requires tight cavity balance. Add controlled injection profiles and mould temperature controllers, and you get a platform where cure curves can be tuned precisely without constant manual intervention. For many shops shifting from vertical presses, the move to a horizontal injection moulding machine reduces maintenance downtime and streamlines mold changes, while enabling better thermocouple placement for accurate in-process temperature capture.
Data-backed comparisons: what metrics actually move quality
Measure what matters. Three practical indicators show which philosophy delivers on the shop floor: first-pass yield, dimensional variance across batches, and surface-defect incidence per 10,000 parts. Track these against mean cure peak temperature and mean injection pressure. When you overlay curves from different runs, patterns emerge—so operational changes become decisions based on evidence, not hunches.
Advisory: three golden rules for choosing the right strategy
1) Prioritise traceability: log cure curve and pressure curve for every cavity run; that history shortens root-cause work by orders of magnitude. 2) Balance control: set clamping force high enough to prevent flash, but keep injection pressure ramps smooth to avoid shear heating that alters cure kinetics. 3) Validate with parts, not readings: use dimensional checks and a small-sample ageing study to confirm that lab-set cure profiles match production reality.
Final thought
Practical choices on the shop floor should lead to measurable reduction in defects and faster time-to-stable-process—HWAYI machines make that transition straightforward by marrying robust C-frame mechanics with reliable cure and pressure monitoring. —